Ce pași include procesul de laminare a plăcilor de titan (cum ar fi laminarea inițială, laminarea la cald, laminarea la rece etc.)? Ce tip de laminor este folosit? Cum se controlează temperatura de laminare și reducerea pentru a asigura microstructura și performanța uniformă a plăcii?
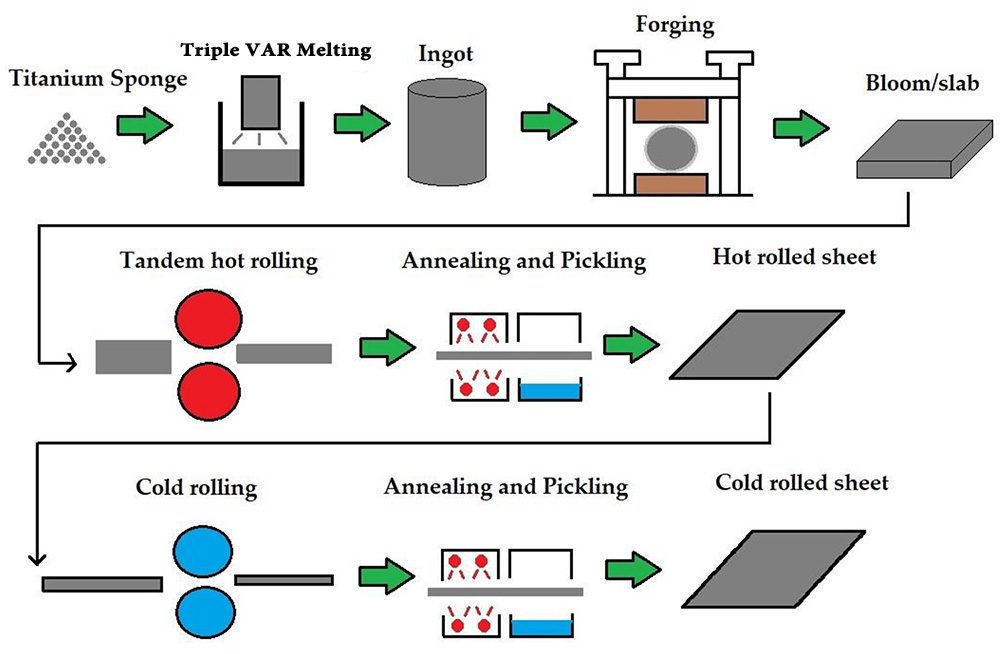
Laminarea titanului și plăci din aliaj de titan este un proces complex care integrează știința materialelor, controlul mecanic și optimizarea proceselor. Fluxul său de proces poate fi împărțit în trei etape principale: laminare inițială, laminare la cald și laminare la rece. Fiecare etapă corespunde echipamentelor specifice laminoarelor și parametrilor de proces.
(1) Etapa inițială de rulare
Laminarea inițială folosește de obicei o laminor reversibilă cu două role. Sarcina sa principală este de a sparge structura cristalină columnară a lingoului de aliaj de titan și de a obține deformarea plastică inițială. În această etapă, temperatura de încălzire a lingoului trebuie controlată cu strictețe (de obicei 30-50℃ peste regiunea fazei β), iar defectele de turnare trebuie eliminate prin treceri multiple de laminare cu deformare mică (reducere per trecere ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. a îmbunătățit semnificativ uniformitatea microstructurii etapei inițiale de laminare prin optimizarea procesului de omogenizare a lingoului și combinând simularea numerică pentru a prezice rezistența la deformare.
(2) Etapa de laminare la cald
Laminarea la cald folosește un laminor ireversibil cu patru role sau un laminor universal pentru a efectua procesări mari de deformare în regiunea bifazată α β. În această etapă, boabele sunt rafinate prin recristalizare dinamică, iar temperatura finală de laminare (de obicei nu mai puțin de 850 ℃) trebuie controlată pentru a asigura plasticitatea materialului. Un cuptor de încălzire tip cutie este utilizat împreună cu un sistem de compensare a încălzirii prin inducție pentru a obține o precizie a temperaturii de ±10℃. Distribuția reducerii trecerii de laminare la cald urmează principiul „„piramidei””, adică primele treceri folosesc o reducere de 20-25%, iar trecerile ulterioare cresc treptat la 35-40%, combinate cu un proces rapid de răcire cu apă între treceri pentru a evita eficient creșterea excesivă a boabelor.
(3) Etapa de laminare la rece
Laminarea la rece se efectuează pe o laminare la rece cu patru sau șase role, în principal pentru a îmbunătăți calitatea suprafeței și acuratețea dimensională a plăcii. Este necesar să se utilizeze mai multe treceri de laminare cu deformare mică (reducere cu o singură trecere ≤10%) combinate cu un proces de recoacere intermediar, iar deformarea cumulativă poate ajunge la mai mult de 80%. Changzhou Bokang a crescut acuratețea controlului formei plăcii la ±5μm prin introducerea tehnologiei încrucișate cu role. Rugozitatea suprafeței plăcilor de titan de calitate medicală pe care le produce este Ra≤0,2μm, atingând nivelul de lider internațional.
Selectarea echipamentelor de laminare cu titan afectează direct calitatea plăcii finale și trebuie proiectată în funcție de caracteristicile materialului:
(1) Selectarea tipului de laminor
Laminor primar: Se folosește un laminor reversibil cu două cilindri, echipat cu un sistem hidraulic AGC (control automat al grosimii), iar raportul diametrului rolei este controlat între 1,8-2,2 pentru a optimiza starea de mușcătură.
Laminor la cald: Se folosește un laminor ireversibil cu patru role, cu un diametru al rolei de lucru de 350-400 mm și un diametru al rolei suport de 1400-1600 mm, echipat cu un sistem de role de îndoire și un dispozitiv de schimbare a rolei, iar precizia de control al formei plăcii atinge ±15I
Laminor la rece: se folosește o laminoare cu șase role cu sistem combinat UC/VC, cursa de deplasare axială a rolei intermediare este de ± 150 mm, iar un contor de viteză cu laser și un indicator de grosime sunt utilizate pentru a obține controlul în buclă închisă
(2) Optimizarea materialelor sistemului de role
Rola de lucru este realizată dintr-un aliaj pe bază de fier cu conținut ridicat de crom (Cr12MoV), iar suprafața este pulverizată cu o acoperire compozită CrN/Al2O3 cu o duritate mai mare de HV1200, care rezistă eficient aderenței titanului. Rola de susținere adoptă tehnologia de turnare centrifugă de fontă răcită infinită, iar diferența de gradient de duritate a suprafeței rolei este controlată în cadrul HS15 pentru a asigura stabilitatea formei rolei.
Controlul precis al temperaturii și deformării este cheia pentru a asigura uniformitatea structurii și a performanței plăcilor de titan, iar un model de control al cuplajului cu mai mulți parametri trebuie stabilit.
(1) Sistem de control al temperaturii
Proces de încălzire: Se adoptă un sistem de încălzire în trei trepte (secțiunea de preîncălzire 600-700℃/secțiunea de izolație 850-950℃/secțiunea de încălzire 900-980℃), iar un termometru cu infraroșu este utilizat pentru a realiza monitorizarea temperaturii în timp real
Controlul temperaturii procesului de laminare: în etapa de finisare, se folosește un sistem de pulverizare cu role (precizie de control al volumului de apă ± 0,5 L/min) și un sistem de compensare a încălzirii rezistenței este utilizat pentru a controla fluctuația temperaturii piesei laminate în ± 20 ℃
Gestionarea temperaturii finale de laminare: Distribuția câmpului de temperatură este prezisă prin simularea cu elemente finite și se stabilește un model de timp de așteptare a temperaturii între treceri pentru a asigura temperatura piesei laminate. Asigurați-vă că temperatura finală de laminare nu este mai mică de 50℃ sub punctul de transformare a fazei
(2) Algoritm pentru optimizarea reducerii
Distribuție de reducere în mai multe treceri: Pe baza modelului de întărire a materialului, se utilizează un algoritm genetic pentru a optimiza distribuția reducerii în fiecare trecere pentru a se asigura că deformarea fiecărei treceri este „parabolică”
Ajustare dinamică a reducerii: forța de rulare este monitorizată în timp real de un manometru, iar algoritmul de control PID fuzzy este utilizat pentru a regla automat reducerea pentru a compensa respingerea distanței de rulare (precizie de compensare ± 0,02 mm)
Controlul limitării deformării: Stabiliți un criteriu de reducere critică (ε_c=0,6σ_s/K), unde K este coeficientul de întărire de prelucrare a materialului, asigurați-vă că reducerea într-o singură trecere nu depășește 85% din valoarea critică
(3) Măsuri pentru asigurarea uniformității structurii
Controlul mărimii boabelor: Controlați fracția de volum de recristalizare dinamică prin parametrul Z (Z=ε·exp(Q/RT)) și mențineți valoarea Z între 10-15 pentru a obține boabe echiaxiale uniforme
Optimizarea texturii: Utilizați procesul de rulare încrucișată (rotiți placa cu 45° pe trecere), combinat cu tehnologia de rulare asincronă (diferența de viteză a liniei dintre rolele superioare și inferioare este de 10-15%), pentru a slăbi eficient textura suprafeței de bază
Controlul tensiunii reziduale: Prin procesul de rulare alternant efort de tracțiune-compresiune, combinat cu tratamentul de relaxare a tensiunii în timpul recoacerii, controlează tensiunea reziduală în ±20MPa
Procesul de laminare a plăcilor de titan necesită stabilirea unei rețele de control al calității pe întregul proces. Changzhou Bokang a trecut certificarea sistemului ISO9001/ISO13485 și a construit un sistem de control al calității pe trei niveluri de „inspecție a materiilor prime-monitorizare proces-testare produs finit”:
Detectare online: echipat cu contor de formă a plăcii, indicator de grosime, detector de suprafață, pentru a obține controlul online al toleranței de grosime ±0,02 mm și toleranței formei plăcii ±8I
Detectarea organizației: tehnologia EBSD este utilizată pentru a analiza orientarea granulelor pentru a se asigura că dimensiunea granulelor ASTM Grad 8 are un raport fin de ≥90%
Verificarea performanței: Proprietățile mecanice sunt verificate prin test de tracțiune, test de impact și test de coroziune. Rezistența la tracțiune a plăcii de titan de calitate medicală este ≥850MPa, iar alungirea este ≥18%, ceea ce îndeplinește standardul ASTM F136
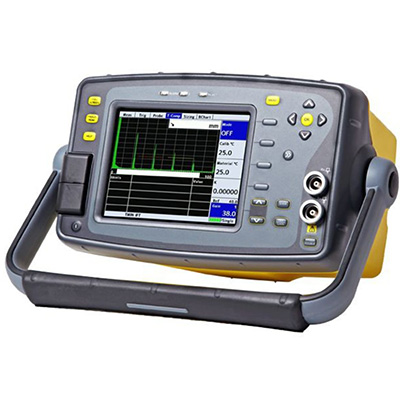
Testare nedistructivă: tehnologia cu ultrasunete phased array este utilizată pentru a detecta defectele interne pentru a asigura o rată de trecere de 100% de detectare a defectelor
În prezent, tehnologia de rulare a plăcilor de titan prezintă trei tendințe majore de dezvoltare:
Laminare inteligentă: Un model virtual de rulare este stabilit prin tehnologia digitală dublă pentru a realiza optimizarea online a parametrilor procesului;
Tehnologie de formare aproape de net: Dezvoltați tehnologia de rulare continuă a plăcilor de titan ultra-subțire pentru a obține producția continuă de plăci ultra-subțiri de 0,016 inci;
Tehnologie de producție ecologică: tehnologia de rulare electroplastică (EPR) este utilizată pentru a reduce temperatura de laminare cu 30-50°C și pentru a reduce consumul de energie.
 Întrebați-ne
Întrebați-ne
 Limbă
Limbă